

现配管测量及管子制作系统
该系统通过专用相机和自主研发测量工装进行近景摄影,采集现配管三维坐标;使用自主研发的软件、数据库,进行三维建模;通过自动或手动调整,输出小票图;使用自主研发四轴联动工装工位制作成品管段。
一、系统概述
现配管系统是一款集现配管测量、建模、出图和制作的解决方案产品。
该系统通过专用相机和自主研发测量工装进行近景摄影,采集现配管三维坐标;使用自主研发的软件、数据库,进行三维建模;通过自动或手动调整,输出小票图;使用自主研发四轴联动工装工位制作成品管段。
通过该系统的应用,改变现配管传统的半成品现场取样或假模取样方式,消除现校管的‘二上(船)一下(船)’生产模式,有效的提高现配管质量和精度,达到了降本增效的目标。
现配管系统主要包含工业摄影测量系统、PMDS现配管测量设计系统、现配管工装工位三大系统。
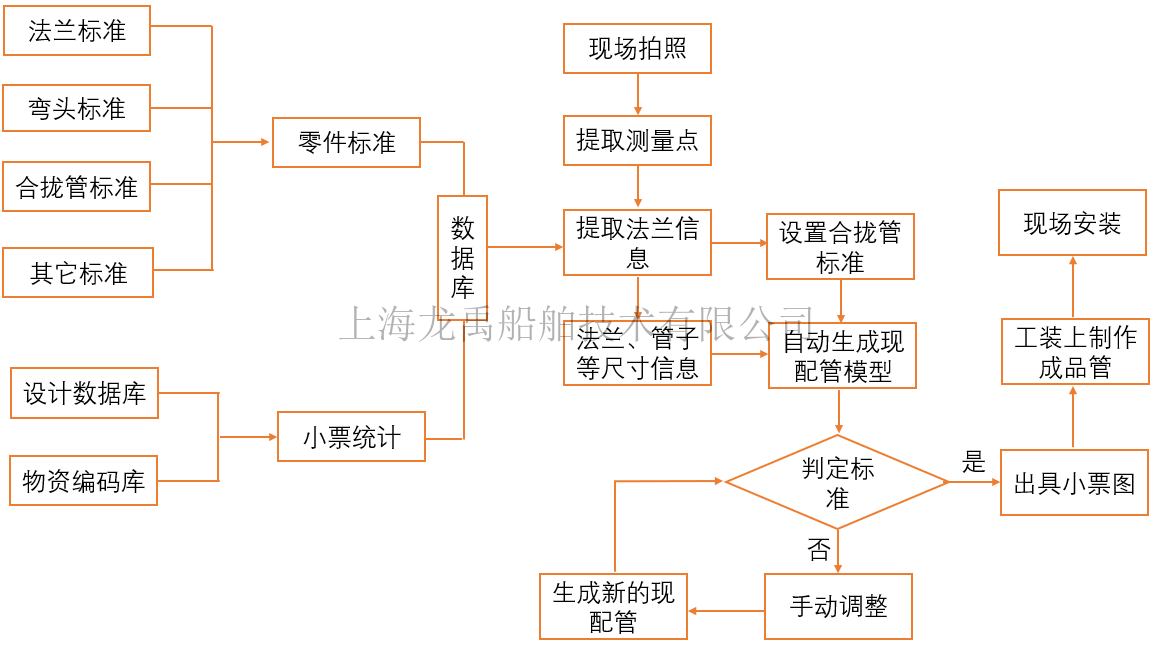
图1 应用流程图
二、测量系统优点
◆ 设备小巧轻便、操作简单
◆ 测量精度高达微米级
◆ 可同时测量两根以上的合拢管
◆ 测量法兰大小、长度距离范围无限制(只有配备足够的基准尺)
◆ 可对现场障碍物进行测量,已满足软件设计管路时避让障碍物
◆ 可单独应用于成品管件的快速检测,实现焊接后成品管件尺寸品质检测
三、软件特色
◆ 数据库标准开放,用户可自行编辑
◆ 支持各类法兰、弯头、弯管、管子标准
◆ 长度及角度尺寸手动可调整设计
◆ 参数化三维建模
◆ 可与AM设计软件对接,生成法兰、管子与设计图纸一致
◆ 具有专业的软件开发团队,可持续开发升级(标记点、斜切料、异径、等)
四、现配管系统和传统工艺对比
相较于传统工艺,现配管系统大大优化了传统现配管工艺的工序,节省了大量的人力物力,每年按10条船计算,大约可节省500万左右。
表1传统工艺与现配管系统的效果对比
表2传统工艺与现配管系统的流程对比
公司地址:上海市浦东新区毕升路299号11栋201室
公司电话:021-33830252
公司传真:021-33830253
公司邮编:201204
公司邮箱:service@shipac.com.cn